Features
Fabrication
Processing & productivity
Personal space – How to think about in-house spacer production
In-house spacer production makes sense for big volumes.
February 5, 2018 By Treena Hein
When it’s time to take IG production to the next level, fabricators can consider integrating automated spacer production into their process. It’s a big investment of money, space and training time, but a big payoff in reduced inventory, supply control and input costs.
Some insulating glass manufacturers are now making spacers in-house in order to achieve higher profit margins and achieve quicker response times.
The benefits of making your own IG units in the first place are obvious, according to Joe Shaheen, sales director at GED Integrated Solutions. “Making your own spacers and IG in house can save you up to 40 to 50 per cent of the cost of IG. That cost difference can be the difference between profitable window sales and break-even window sales,” Shaheen notes from his U.S. headquarters in Twinsburg, Ohio. “By producing IG in-house, you can react quicker to the unknowns that pop up, from breakage of the unit to simply losing track of the final product. When the truck is ready to go to a customer, the last thing needed is one or two missing window units. Making IG in-house allows for rush re-makes through the facility, thus allowing the truck to get on the road.”
The cons, says Shaheen, are the same as those of any in-house production: the need for more space and staff. He puts the square footage required at roughly 10,000 for spacer and IG manufacture, but notes that this room is generally available with some reorganization of production lines and finished inventory. He adds that “robotics, automation and software also allows manufacturers to do more with the same or fewer people.”
Gerhard Reichert, president of Glasslam in Pompano Beach, Fla., also characterizes the biggest benefits of making spacers in-house as control and cost savings. “It puts everything to do with spacers in the glass fabricator’s hands,” he says, “and typically reduces inventory handling and costs associated with that. Just-in-time means you are not paying anyone else to make finished spacers. But, looking at scale, buying a machine and making spacers in-house is only worthwhile for larger firms. If a company makes hundreds of IG units a day, it’s likely not worth it. But if it’s thousands a day, it’s definitely worth it.”
Like Shaheen, Reichert notes that a spacer-making machine purchase brings the need to train employees and requires enough space both for the production line and for storage of raw materials. On that front, he is excited to announce that Glasslam has just significantly shortened the space required for its WorldSpacer production line by 60 feet. “For the continuous spacer curing process, we now have an infrared-heated ZigZag conveyor module where the spacer goes back and forth five times in 20 feet, instead of continuing out in a 100-foot line,” he says. “This is one of the biggest updates we have made, and enables many more customers to make spacers in-house because now they have the space to do so.”
Nuts and bolts of production
GED’s spacer machine is called the Intercept. It can produce spacers at up to 95 feet per minute. The process starts with flat coil as a raw material, fed through a punch/feeder press to punch out corners, tabs and grid locations. The coil is fed through a roll former in multiple passes, which forms the coil into the patented “U-Channel” configuration. The formed spacer now moves through a printer for adding labeling information and then is cut to length. Next on spacer’s journey is the extruder, which uses gear pump technology to apply a desiccated matrix into the channel and sealant to the sides and back of the spacer. A worker now folds the spacer into the required shape and places it onto a conveyor where it moves to the assembly area.
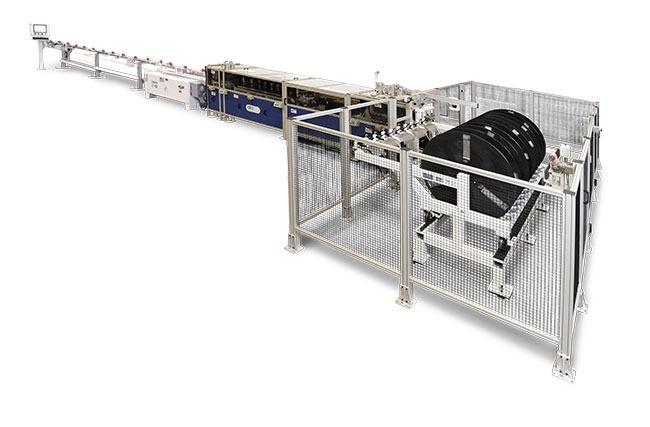
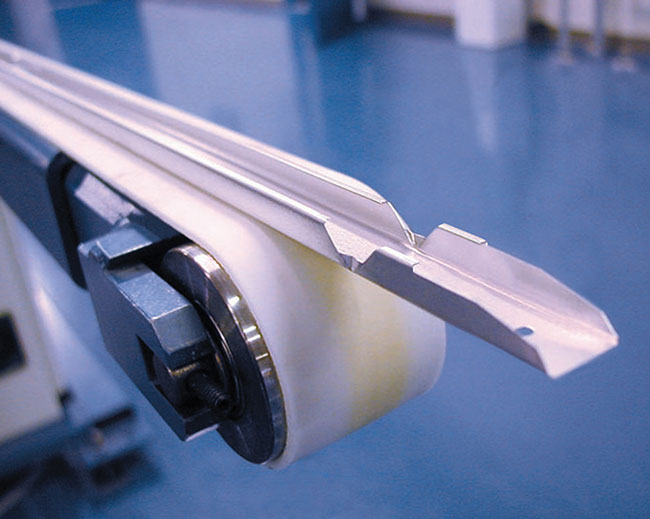
Glasslam’s WorldSpacer process starts with a coil of 64 millimeter-wide corrugated stainless steel foil being fed through a forming module to create a 54-millimetre wide continuous stainless steel tray at a speed of 25 feet per minute for the entire flexible spacer-making process. A desiccant matrix material is cast extruded onto the moving stainless steel tray as a two-component liquid polyurethane resin, filling up the tray to a standard 4.8-millimetre spacer height level in a continuous fashion. The first conveyor section feeds in to an enclosed conveyor module providing infrared heat for the initial cure and five 20-foot levels of continuous cure time before exiting the conveyor module. The fully cured 54-millimetre-wide “web” then continues through a surface-brushing module, a razor-blade-loaded multi-spacer cutting module (for up to four different-sized spacers at a time), a multi-spacer side-taping machine and finally on to a spacer reel coiling machine. From there, the loaded spacer reels are vacuum-sealed, double bagged and boxed.



Installation and training of a spacer manufacturing line generally takes a few weeks and Shaheen says the cost can vary from $1,000,000 to over $2,500,000. “For our system specifically (the Intercept), the range is more on the low end of the estimate,” he explains. “ROI is typically based on units per man hour: total volume in how many hours with how many people. Some systems need fewer people to operate the line but are limited on the volume the system can produce per hour. The bottom line is that you have to look at the total cost and capability of the system you would want to implement, and not at any one aspect alone.” Raw materials can be ordered in parallel with the equipment and are usually available by the time the installation starts.
Reichert puts ROI on a million-dollar line and license at under two years for IG fabricators producing 2,000 or more units per day. “You can save $1 to $2 U.S. per average IG unit of 10 linear feet of spacer compared to ordering ready-made flexible spacers from an outside vendor,” he notes. “Each WorldSpacer line can produce 100 feet of 12-millimetre flexible stainless-steel spacer per minute, which is over 200,000 feet per week when running five eight-hour shifts. This is enough spacer capacity to feed three vertical automated IG lines running flexible spacer production robotically.”
Shaheen adds that any spacer machine manufacturer should provide customers with support during installation and training on both machine operation and maintenance, and that they should also provide evaluation of possible production bottlenecks. “Some systems can [allow customers to] produce a significant quantity of IG units: 2,400 in an eight-hour shift,” he says. “This high volume may change your manufacturing structure.”
In terms of raw materials, Shaheen says any material can produce a durable, high-quality spacer. “The machine maintenance and attention to detail on the process have a lot to do with what you can expect,” he explains. “Having said that, speaking specifically about Intercept and our process, we have two different base materials and two colours of each: tin plate and stainless steel, both offered in black and grey, with a variety of extruded materials.” Shaheen says the tin-plated spacer version offers the best price point, while still providing a warm-edge system compared to traditional box aluminum spacer. The stainless steel product, in his view, offers superior warm-edge performance and is priced out lower than other premium spacer systems. He believes the black colour provides a superior aesthetic perspective for a limited cost premium.
The spacer material of the WorldSpacer system is a two-component polyurethane resin which is mixed and extruded in a web matrix (with desiccant) onto 54-mm-wide corrugated stainless-steel foil, cured in under six minutes, then razor-cut to various spacer sizes. Reichert notes that in comparison, traditional manufacture of flexible silicone spacers is a very labour-intensive process requiring production in large batches, with industrial-sized energy-intensive extruders, salt-curing baths, hot-water spacer washing, large batch ovens and so on. It is therefore not conducive to in-house spacer making. Reichert says that WorldSpacer has the unique ability to continuously make up to four different spacer sizes at the same time out of a standard spacer web. Standard colour is black and standard thickness is 4.8 mm, with custom colours white and light grey and custom thicknesses and web widths also available.
The production capabilities of modern spacer machinery are truly amazing. The Intercept system, for instance, can produce up to seven two-by-three-foot frames per minute and make frames as long as 28 feet or as small as six inches square. A single machine can achieve multiple metal and sealant options to produce single- or double-seal units. Dessicant is applied and gas holes punched automatically. Computerized production means changeovers and design updates can be accomplished quickly, sometimes even on the fly. There is no need to run huge batches of spacer and hold them on inventory because the automated process can produce only what you need, when you need it.
Installing automated spacer production doesn’t require a whole new shop. WorldSpacer lines, for instance, are configured in an 11-meter-long U-shape that is three metres wide, two meters high and weighs 7,500 pounds. No knocking out walls or special floors required. Electrical and air requirements are likewise not outside of the ordinary: 220-volt/15 kilowatt service and 0.82 KPA air supply.
GED Integrated Solutions has been in business since 1977. The company makes just about every type of glass and window fabrication equipment imaginable, including cutting, washing, material handling, welding and screen fabrication equipment – even software!
Glasslam has been providing solutions and materials for insulating glass, laminating, colouring and sealing for over 30 years. The WorldSpacer system was launched at GlassBuild in 2016.
The decision to purchase an in-house spacer system is a big one, but may be worth it for your company. If you have installed a spacer-making system in the last year or two, let us know how it went!
Print this page
Leave a Reply