Technology is critical to your process. These innovative products can lead to profits in your shop.
Fast fragmentation scanning
fenetech.com
The FeneVision CulletScanner provides an automatic one-pass fragmentation test of tempered and heat-strengthened glass, eliminating the need for manual counting. It has the ability to scan an entire glass piece and evaluate it in seconds. The CulletScanner features full analysis achieved in three simple steps, including
automatic and comprehensive analysis of every cullet without the user having to define where the scanner should focus. It generates and stores full high-resolution images that can be printed out at a 1:1 ratio. Users have the ability to easily perform manual checks or verify counts, as well as printing certificates for all tests performed and storing the results. Every fragment is detected and measured with identification of impact points by excluding areas around the edge of the test glass. The CulletScanner can operate as a standalone station or be integrated with the current production system. Additional benefits include Windows-based software requiring no special hardware requirements. Manipulation of the system is not possible and the entire scan is archived using a compression algorithm. The package includes the CulletScanner table and licenses for the analysis software. Customized setup is available with an option to purchase a fully equipped PC.
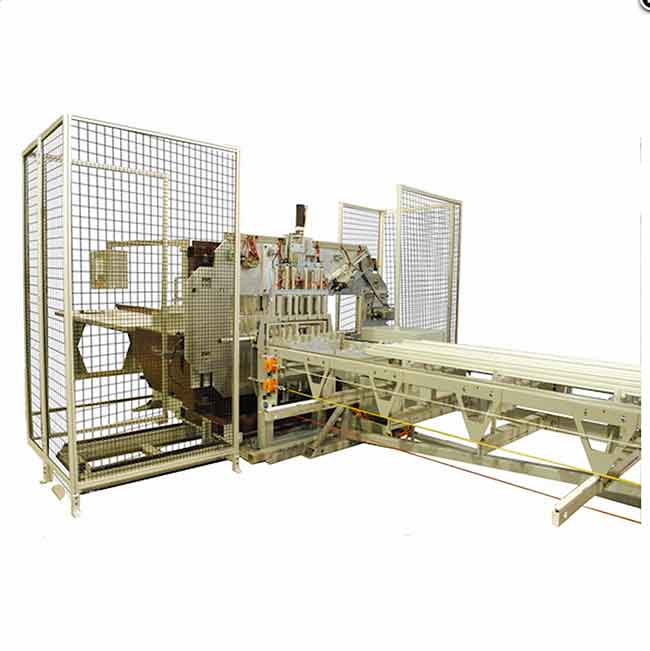
Automated spacer placement
bystronic-glass.com
The B’Vario TPS and B’Jumbo TPS are individual insulating glass manufacturing production solutions providing unique versatility. They only differ in the available working heights. The B’Vario TPS is available at a minimum height of 1.60 meters whereas the B’Jumbo TPS is a large-dimensioned line of up to 3.30 meters. Both can be additionally equipped with the new finisher feature for the esthetic smoothing of the thermoplastic spacer bevel joint. In either case, the spacer is applied directly onto the glass by machine from a single drum as part of the insulating glass production. The width of the spacer can be changed as desired during operation without any time loss. This way of production eliminates the need to stock different spacer profiles and connectors. The finisher is a newly developed optional machine that can make the patented bevel joint of the TPS spacer invisible. With this standard, proven solution, the gas-tight bevel joint does not require any thermal-mechanical reworking. With the optional use of the new finisher, the customer can additionally smooth the bevel joint leading to an upgraded esthetic result. The overall result is users now have the ability to make the bevel joint nearly invisible. Additionally the optional finisher can easily be integrated into existing TPS IG lines. The size, shape and thickness of spacer remains unchanged and processing of shaped formats is possible.
Thick glass breaker
bromerinc.com
Bromer’s latest innovation is the Thick Glass Breaker developed to revolutionize the way craftpeople cut thick glass in shapes or straight lines. The precision-engineered system, which can easily be added to any breakout table, offers an ajustable impact power controlled by a regulator with an LED lights platform to help to align the score over the chisel to cut different glass thickness (½-inch, 5/8-inch and ¾-inch). The TGB is very safe to operate, activated by a pedal on the ground with the workers working with their hands on top of the glass.
By maximizing the precision, TGB ensures a low distortion on the cutting edge with almost no flare to minimize when grinding and polishing . This patent-pending, high-performance and safety-minded innovative system is now available for the glass industry.
Intelligent tempering control
salemdist.com
Salem Flat Glass and Mirror is bringing customers glass tempering solutions through NorthGlass, a premiere manufacturer of glass tempering systems. NorthGlass offers stable and reliable intelligent control systems that allow for fast and accurate regulation of all furnace mechanisms. NorthGlass third-generation A-series tempering furnaces have an ideal tempering process using anti-deformation ceramic transition rollers at entry and exit doors, lateral-swing quenching walls and a staggered arrangement of each of the eight-row blowing nozzles for even quenching. Each machine is equipped with a user-friendly interface and has an easy, convenient replacement process of conveyor transmission belts without disassembly. All furnaces are UL-approved and use minimal energy as a result of continuous production. These new generation tempering lines will deliver substantial benefits to glass operations at significantly competitive prices. NorthGlass and Salem Flat Glass and Mirror firmly believes that continuous innovation in processes and mechanisms will prove successful against the challenges in today’s increasingly competitive market.
Detergent dosing upgrade
billco-mfg.com
Billco Manufacturing offers a new detergent dosing system designed for complete process control, allowing the user to obtain a more accurate and consistent cleaning process throughout a production shift. By default, the new system administers and maintains a pre-defined detergent ratio within the wash tank by measuring the incoming water fill volume. Additional modules can be enabled on the system, allowing the user to dose additional detergent into the wash tank based on an interval of time, the number of modules entering the glass washer or by feedback of a process variable. Each module can be enabled to add detergent independently of the other modules, and multiple modules can be can be enabled as required by the process. Such design eliminates the dilution effect by water carryover and solution drag-out from the wash zone that occurs when a single dose is added at the beginning of a shift and results in inconsistent quality. The Billco detergent dosing system is a stand-alone system that can be easily incorporated with any washer regardless of the manufacturer or age of the washer.
Thin glass tempering
glaston.net
GlastonAir air flotation technology is for tempering extremely thin glass. GlastonAir is the successful result of Glaston’s extensive R&D work. The unique air flotation technology allows a higher exit temperature, making it possible to temper thin glass down to two millimeters. The stable bottom heating ensures excellent and consistent end product quality. The GlastonAir furnace tempers glass as thin as two millimeters with a maximum sheet size of 1,000 by 2,000 mm. Its tempering norms are comparable to the three-millimeter EN standard, including fragmentation. GlastonAir keeps precise control over the high heat transfer and air volume rates as the glass exits the furnace and enters the quench. This enables the fast glass surface cooling that is needed for successful thin glass tempering. The new air flotation technology used in GlastonAir provides homogeneous support of the glass throughout the processing line, avoiding any problems with waves or other optical problems. GlastonAir does not require large quench blowers or excessive cooling power. In fact, it consumes less than half of the energy needed with conventional methods for heat threatening thin glass. Therefore, it provides a lower investment and lower energy consumption solution, ensuring a superb end product for various applications where weight and cost are an issue.
Glass never touched
lisec.com
High-quality products deserve the best treatment. This is why LiSec only allows trustworthy heads and air to touch the glass. With the patented AeroFlat air-cushion system, the surfaces of the glass panes are not touched during the tempering process. The result is top quality flat glass – economic and future-proof. AeroFlat provides no waiting time when the types of glass are changed. It features wear-free ceramic components with significantly shorter heating times. No cooling of the heating zone is required in case of glass breakage, and the cycle time is the same for coated and uncoated glasses. Operators can be trained in only five days and half the staff is required compared to conventional plants. Tempering of double-sided coated/laminated and printed glass sheets is possible with the AeroFlat system, as is tempering of structural glass. The technology creates maximum convection in the circulatory system allowing thermal tempering of glass from one to 10 mm thickness. The patented cooling air routing means no sulfur dioxide gas is required, making the process environmentally friendly and sustainable. AeroFlat creates no roller waves, no white stripes, no roller pickups and the coating-friendly process is due to a shorter standing time in the furnace. AeroFlat offers improved anisotropy and high quality due to stable processes with more than 95 per cent plant availability.
Agile machining
emmegi.com
The Emmegi Phantomatic M4 is a CNC machining centre with four controlled axes and an X-axis stroke of 3,000 mm. It is used for machining bars or workpieces in aluminium, PVC and light alloys in general. The fourth controlled axis allows the electrospindle to rotate continuously from zero to 180 degrees to machine the profile edge. The four-kilowatt electrospindle in the S1 position can reach 20,000 RPM. It has a nine-place manual tool storage and a four-place automatic storage installed on top of the cabin. The machine can also be equipped with an additional four-place automatic storage as an option on the other side of the cabin. The profile is positioned by a pneumatic stop on the left side. It is blocked by four sturdy clamps which are positioned automatically with axis X. The installation of a second optional pneumatic stop on the right side allows oversize machining of bars whose length is double compared to the work field. It also has a mobile work table that facilitates the workpiece loading/unloading operation and significantly increases the workable section.
Maximum flexibility
intermac.com
The Master 35 – 45 Series from Intermac represents the last evolution of five fully digital interpolating axes work centres. The increasing request for flexibility from customers all over the world has found an answer with these models, which combine the traditional quality of Intermac and its capability to execute all kinds of processing with precision, productivity and a high quality level of the processed piece. The machine control is based on a commercial Windows PC in order to grant full connectivity and a much easier use for the operator. The quality of Intermac’s products start at the design stage, where the most advanced CAD modeling systems simulate static and dynamic torque generated during machining operations, showing how to improve the machining process. High quality components, materials and numerous quality tests performed on each machine guarantee to customers a highly reliable machine. The five-axis head with the rotative infinite C axis and the tilting A axis from minus 90 to plus 90 degrees grants maximum flexibility and enables the execution of the most complex machining. The 14-position rotating tool change makes it possible to manually and safely load the tools even when the machine is working. As an option it is possible to equip the machine with an additional 14-position tool change. The machine’s base is made up of an extremely rigid structure with an aluminum worktable rectified to grant maximum flatness of the work area. This is an indispensable condition to get a perfect processing result. The axes move by re-circulating ball screw at 60 meters per minute with accelerations permitting the heads to reach the maximum speed in a very short time. An automatic device to lubricate the guides and screws grants high reliability over the time of every moving part.
Reduces space and waste
protomach.ca
The ProMCU saw with CNC machining center from Protomach reduces waste of space, allowing users to cut and machine pieces in same cycle. Waste can be minimized by managing various criteria such as the number of cuts, the length of the last waste of the bar and the time of machining. The in-feed pusher allows machining of more than one opening in a full bar to cut the pieces automatically and without any setup. The ProMCU makes it possible to machine the frame and the mullion to install the lock, the handle hardware and to locate the hardware holes. Profile installation support can be to the right or to the left of the 45-degree saw based on the customer’s need. The fully programmable advance of the extrusion allows optimization of the loss between successive cuts. The touchscreen Windows-based optimization software works from a database of customer orders directly located on the factory network. Options include a computer used to transfer information from fabrication software to the machine’s PLC. The 90-degree option on the ProZSS makes it possible to cut mullions and meeting rails while preserving the principle of basic optimization. Other add-ons include a profile loader, System Optimization Plus software, assistance for programming, saw blades, jigs and fixtures.
Latest technology
s-b-m-s.com
The Mappi ATS EcoConvection tempering furnace is the result of the experience and the technology developed in over 300 installations worldwide. It includes advanced technical characteristics including reduced-size heating elements and is equipped with temperature control, a high efficiency transmission system, lower chamber extraction and completely automated software management. Control of the individual heating zones is interfaced with thermocouple data enabling automatic heating zone management in order to avoid overheating. Independent control of the conveyor’s motors for the heating section and the quench section is standard. The ventilator is powered by DC motors with electronic speed control that provides considerable energy savings. The software completely managed by a Siemens PLC
Tele-service system, which allows Mappi to check quickly the conditions of the furnace.
Liquid lami made easy
designintegration.com
Designed with Uvekol, this line allows easy production of liquid laminated glass.
Three key benefits are cost of equipment, cost of production and no need for a clean room. Process components include a taping table where the operator prepares a piece of glass, sealing off the edges of glass. At the tilting assembly table the operators apply a second layer of glass, combining two pieces of glass with a gap between. On the filling table, operators fill the gap between the glass with liquid resin. Next the piece moves to the UV curing oven where ultraviolet light cures the resin between the glass. This bonds the liquid to the glass.










Print this page
Leave a Reply